|
|
|
| 火焰喷涂、火焰喷涂铜、火焰喷涂铝、火焰喷涂锌、火焰喷涂金属合金 |
|
|
火焰喷涂工程
(氧―乙炔火焰粉末喷涂)
前 言
自熔性合金粉末的氧-乙炔火焰喷焊,虽然喷焊层的结合强度高,但工件在重熔过程中受到较大的影响,这不仅影响基本金属的金相组织和机械性能,而且引起工件的变形和残余应力。
为此,国外在六十年代后期研究成功了一种氧-乙炔火焰喷涂(或称冷喷焊)的新工艺。这种工艺采用氧-乙炔火焰喷涂炬,把特制自放热型复合粉末喷涂到经过清理的工件表面,与基体金属产生了原子扩散,从而形成显微冶金结合的涂层,其结合强度虽低于喷焊。但比传统的金属喷吐提高一倍,可达350kg/cmm以上。
由于不用进行喷涂后的重熔处理,对工件的热输入低(基本金属在喷涂时,不超过250℃),这样可避免了工件的组织变化,也防止变形。目前已在机器两件的修复和防护上获得推广使用。
一、喷 涂 原 理
在喷涂时,涂层与基体金属的结合强度可表示为:
σ=f(t、P、TK)
式中,t为粉末颗粒冲击和凝固的时间
P为粉末颗粒冲击产生的压力
TK为粉末颗粒与基体金属相接触的温度通常,粉末颗粒冲击和凝固的时间主要取决于粉末材料的固相线和液相线温度及粉末颗粒到达基体时的温度,在一定的喷涂参数下,改变它们的可能性是有限的。因此,提高结合强度主要途径是提高颗粒与基体金属接触温度TK。而TK主要取决于涂层形成瞬间基体表面的温度,粉末颗粒温度及它们的物理化学性能。由于基体金属加热其表面氧化所限制,预热温度不宜过高,所以提高粉末颗粒的温度是最重要的。这样,提出了采用自放热型复合粉末来提高颗粒温度,从而达到提高涂层的结合强度的途径。
目前采用的自防热型复合粉末主要是镍铬复合粉末,在喷涂过程中铝首先被加热熔化,液态铝与镍之间进行镍铬化合放热反应。而且这种反应一直持续到粉末颗粒碰撞到工件表面上,使基体金属表面达到局部瞬间高温,从而镍向基体金属扩散形成原子扩散结合。通常把这种复合粉末的涂层称为打底层或过渡层,其与基体金属形成牢固的显微冶金结合,并提供活性的表面。为了满足工况条件的要求,通常在这打底层的活性表面上再喷涂各种工作层粉末,工作层与打底层之间的结合则与传统的喷涂相似,主要是机械结合(粘合)。
最后,还应指出,由于这种喷涂工艺没有象喷焊那样的重熔处理。所以整个涂层具有一定的孔隙。
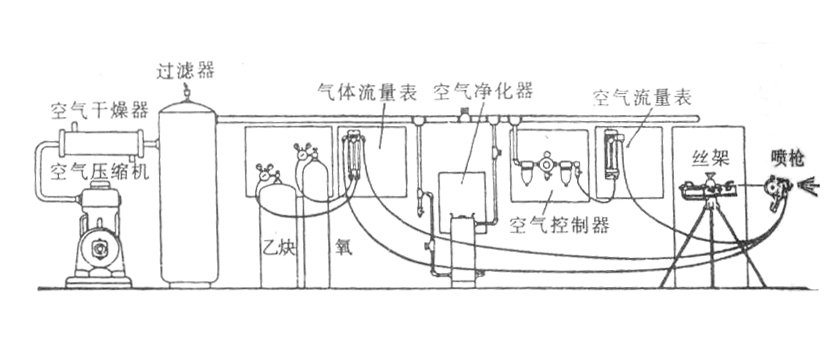
二、喷 涂 设 备
氧-乙炔火焰粉末喷涂设备与一般气焊相似,主要包括喷涂炬、氧气瓶和乙炔发生器等。
喷涂炬是专门设计的,由于自放热型复合粉末对火焰性质很敏感,不宜采用燃烧气体射吸送粉的方法,而是采用从火焰外送粉或用专门气体送粉的办法。
目前国产喷涂炬主要有伤寒焊割工具厂的SPT-6h,上海喷涂机械厂的SPH-h。戚师堰机车车辆工艺所的QSH-4 型等。它们都由火焰燃烧系统和粉末供给系统组成,火焰燃烧采用梅花形喷嘴,粉末则采用与燃烧焰分开的另一路氧流射吸造成负压将粉末吸入。
三、喷 涂 粉 末
火焰喷涂、火焰喷涂铜、火焰喷涂铝、火焰喷涂锌、火焰喷涂金属合金工艺与通常喷涂工艺不同,其首先在基体金属上喷涂一层打底层(或称过渡层)自放热型镍铝复合粉末,然后在打底层上喷涂工作层粉末。
火焰喷涂、火焰喷涂铜、火焰喷涂铝、火焰喷涂锌、火焰喷涂金属合金打底层是为了与基体金属达到良好的结合和为工作层提供一定粗度、干净的活性表面,使工作层能很好地与它结合。而工作层是为了满足工况的需要而设计的,如硬度耐磨、耐蚀等,可根据不同的工况和加工方法加以选择。
火焰喷涂、火焰喷涂铜、火焰喷涂铝、火焰喷涂锌、火焰喷涂金属合金打底层粉末通常是镍包铝或铝包镍复合粉末,而工作层长用镍基、铁基、钢基合金粉末,也可用复合粉末或它们的混合物。本厂生产适用于氧-乙炔火焰喷涂用的打底层和工作层粉末的组成。
四、喷 涂 工 艺
喷涂工艺包括喷涂前表面的准备、喷涂和涂层加工。
1. 工件表面的准备
首先把工件表面的油污、铁锈等彻底清除干净。碳化层、电镀层和疲劳、损伤的表也必须去除。为了提高涂层与基体金属的结合强度,工件表面以粗糙为好,为此可用金刚砂进行表面喷砂处理。对于轴类零件,最好把需喷涂的表面加工成粗螺纹,螺纹深为螺距的一半(如 螺距0.7mm,深0.35mm)喷涂部位的边缘不能用直角过渡,应加工成45度的斜坡。
2. 喷涂
第一步用镍铝复合粉末喷一层打底层,厚度为0.1mm。
第二步喷涂工作层粉末,知道超过所需厚度的0.3~0.5mm为止。
喷涂时火焰调节呈中性焰或略带还原焰,喷嘴离工件的距离约200mm。注意调节火焰功率的大小和送粉量,以防止粉末冒烟,严重影响质量。喷涂操作中工件一般不应超过250℃。
轴类零件一般装在车床上喷涂,工件表面线速度控制在20~30米/分。喷涂炬移动速度5~10mm/转。
3.涂层加工
喷涂层可用车削或磨削加工。车削时刀尖稍呈圆形。切削40~60米/分。进刀量0.1~0.2mm。如果获得光滑的表面,可用碳化硅砂轮磨削,并注意充分润滑冷却。
点击进入》》
| |
| |
|
|
|
|
江苏新大高空工程有限公司是中国工业防腐蚀协会的会员单位,是经江苏省建筑工程管理局审定的专业承包企业,具备国家防腐保温资质贰级、高空作业叁级、建筑防水叁级、安全生产许可证、壹级高空防腐施工资质、一级高处悬挂作业资格的专业化公司。公司组建于90年代初,1999年8月由原来的国有企业改制为股分有限公司,经过十多年的艰苦创业,现已发展成为领导班子过硬、技术力量雄厚,具有较强的经济实力和高素质的施工与管理队伍。 企业信誉和科技含量均在国内同行业中处 于领先地位,并率先通过了国际质量体系认证。 于领先地位,并率先通过了国际质量体系认证。
公司注册资本1066万,目前下辖十二个工程处,从业人数380人。具备各类专业技术职称的60人,其中高级工程师1人,工程师、经济师、会计师共28人,项目经理11人,拥有大中型机械设备168台(件),年施工产值近8000万元。公司现有6个驻外办事处:华能南京电厂办事处、扬州第二发电厂办事处、 福建雪津啤酒办事处、 广船国际办事处、仪征化纤办事处、唐山办事处。施工网点遍及全国各地二十多个省、市、区,涉及石油、化工、冶金、电力、能源、航天、建材、国防、交通、煤炭、医药、轻纺、食品、港口等十多个行业,承揽了大量的火焰喷涂、火焰喷涂铜、火焰喷涂铝、火焰喷涂锌、火焰喷涂金属合金等工程,公司自组建以来,坚持走技术革新之路,依靠丰富的施工经验、先进的施工技术和科学的网络化管理手段,先后承接了系统内各类高空防腐检修、防水堵漏、化学锚固、烟囱新建、环保脱硫等工程近万项,其中有高大难度工程和国家重点工程,都以工程质量好、安全率高,赢得了广大用户的一致好评。
公司将坚持以人为本,全面构建和谐发展的新环境,建立现代企业制度,规范运作,坚持走科技兴企、质量兴企之路,遵循“质量第一、业主至上、信守合同、优质服务”宗旨,“团结协作、严谨求实、优质高效、开拓创新”的企业精神,精心打造精品工程,向新老客户提供最优质满意的服务。
联系方式:
13626225188 联系人:王庄华 E-mail:jsxdgk@163.com 网址:http://www.jsxdff.com |
|
|
| |
|





