|
钢制烟囱安装防腐、钢烟囱防腐、火力发电厂湿烟囱防腐―钛钢复合板内筒的施工
【摘要】 火力发电厂烟气采用湿法脱硫后增加了对烟囱的腐蚀性,采用钛钢复合板做内筒是一种有效的防腐方法,但是钢板衬了钛板后对钢内筒的制作、焊接、安装提出了更高的要求。
【关键词】 火力发电厂 湿烟囱 防腐 钛钢复合板 内筒 施工 钢制烟囱安装防腐 钢烟囱防腐 钛钢烟囱安装
镇江电厂三期2×600MW机组工程的烟囱;钢筋砼外筒高229m,出口直径为16m,内设两座Φ6.0m、高240m钛钢复合板内筒。外筒内有7层钢平台,材质为Q235B,钢内筒筒体,烟道接口与烟气直接接触处以Q235B为基板和内衬钛板复合成Ti-Q235B复合钢板,内衬钛板从12.00~240.00m皆用1.2厚钛板。烟道口12.00m以下不衬钛板。基板厚度75m以下为16mm厚,75m以上为12mm厚,钢内筒226m以上的保温层外护4.5mm厚不锈钢板。钢内筒安装采用液压提升的方法,钢内筒吊点处的外侧焊接环形吊装梁,材质为Q235B、Q345。由于钢内筒内部衬了钛板给钢内筒的制作、焊接和安装增加了很多困难。
1. 钢内筒的制作:
1.1 检查钛钢复合板的质保书是否与钛钢复合板上打印的记号一致。
1.2 由于钛钢复合板是工厂定尺加工一定要检查外形尺寸符合施工图要求。
1.3 加工前应对原材料进行检查,边缘表面不应损伤或存在裂纹,可用砂轮清理痕迹,顺边缘方向进行。
1.4 钢板边缘进行机加工或刨边等工艺后,其表面不平度不能超过0.2mm,连接边缘垂直度不能超过1mm。
1.5 内筒的周长及椭圆度允许偏差:周长为15mm,椭圆度应满足错边不超过1mm要求,且不大于10mm。
1.6 为了保护钛板不受损伤、卷板机内滚筒必须用塑料薄膜包好后卷制钢内筒。
1.7 卷制时应注意释放应力,不允许一次成型,应反复碾压、及时用园弧样板校对。
1.8 单节钢内筒组装时一定要在钢平台的固定模具上进行,模具与钛板接触部位一定垫硬质塑料板,保证钛板不受污染和损伤。
2. 钢内筒的焊接:
2.1 焊前准备
2.1.1 根据设计图选用坡口形式和尺寸,采用定尺钛钢复合板,按图纸要求,由供货商钛钢复合板的复层(钛)比基层(Q235B)短10mm,以避免现场机加工。
2.1.2 钢内筒和钢烟道(法兰连接段)的钛复合钢板焊接时接头的钛条布置见钛条布置图,水平和垂直对接接头按“钛制焊接容器”JB/T4745-2002表E.5“钛钢复合板对接接头定型坡口形式和尺寸表”中类别1的详图施工,角接接头按表E.6“钛钢复合板角接接头定型坡口形式和尺寸表”中类别Ⅳ的详图施工,不同板厚的对接接头按表E.4中“不同板厚对接接头的坡口形式”施工。
钛条布置示意图
2.1.3 为了避免先后施焊的影响,焊缝间相互关系尺寸应符合下图要求。
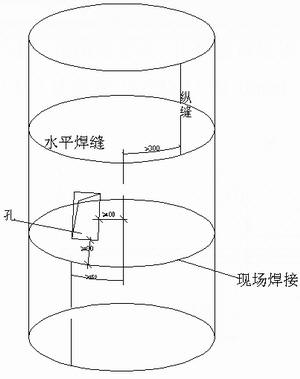
钢内筒纵横缝错边要求
2.2 钛钢复合板焊接的条件
2.2.1 按钛制焊接容器附录A“钛容器焊工考试规则”进行焊工考试。
2.2.2 按钛制焊接容器附录B“钛容器焊接工艺评定”进行焊接工艺评定。
2.2.3 焊丝应符合钛制焊接容器附录D“压力容器用钛及钛合金焊丝。
2.2.4 焊接设备最好具有高频引弧,保护气体控制功能。
2.2.5 焊接方法可采用TIG(钨极气体保护焊)或MIG(熔化极气体保护焊)焊接氩气纯度不低于99.99%,露点不高于-50度,且符合GB/T4842“纯氩”的规定。
2.3 焊接
2.3.1 焊接环境应保证清洁,无灰尘和烟雾,相对湿度≤80%,环境温度≥5度。
2.3.2 TIG焊中如钨极碰到了焊缝金属应立即停焊,去除污染层。
2.3.3 一条焊缝应尽量一次焊完,不得已中途停焊后重新焊接时,焊缝接头应重迭10-20mm。
2.3.4 单节组装时不得留过夜再焊的纵缝,组装点焊严防咬边。
2.3.5 焊接件应在有围护、不受雨、雪、大风侵袭的环境里施焊。
2.3.6 不得在筒体上引弧或电弧擦伤。
2.3.7 支座环与筒体间隙最大不超过1.5mm,不允许用金属填塞。
2.3.8 焊丝、坡口表面及其内侧20mm范围应进行表面清理。
2.3.9 不得强行组对,定位焊缝不应有裂纹、气孔、夹渣等缺陷,否则应清除重焊。
2.3.10 保护拖罩的形状和尺寸,应能保护温度在400度以上的焊缝和热影响区。
2.3.11 环缝焊接必须在该焊缝上下两侧的纵焊缝全部完成后进行。环缝焊接时应有两名焊工施焊,焊接时保持位置对称,采取分段跳焊法,分段长度为400mm,两名焊工要步调一致,方向一致。
2.3.12 钛钢复合板焊接基板时,须在背面加衬垫,防止焊接飞溅碰到钛板面。
2.3.13 焊缝返修同一部位次数不宜超过2次(压力容器规范),返修前将缺陷清除干净,必要时可采用表面渗透(PT)检测确认。
3. 焊接检验:
3.1 外观:焊缝余高允许偏差0-3mm,焊缝凹面值小于等于0.5mm,钛层不允许存在咬焊缝颜色为银白色或金黄色(致密状)。
3.2 纵缝按Ⅱ级质量要求进行检验,水平焊缝按Ⅰ级质量要求检验,即:Ⅰ级,X-射线(RT)每一环缝拍一张底片,长度≥150mm,对于T字形焊缝其长度可计算在150mm之内,Ⅱ级合格。Ⅱ级:20%超声波(UT)检验,Ⅱ级合格,如用RT检验则Ⅲ级合格。
3.3 RT和UT检验仅对基层而言,应在钛板未封闭之前进行。
3.4 钛板焊缝进行100%液体渗透检验(PT),Ⅰ级合格。
4. 钢内筒的安装
选定钢筋砼外筒的226m钢平台作为钢内筒提升的工作平台。把4只200t液压千斤顶搁置在工作平台的钢梁上,通过钢丝绳束和制作好的钢内筒吊点连接,采用的液压提升法提升一节钢内筒标准段、安装一节钢内筒标准段。
4.1 采用液压提升法安装钢内筒时,选定的钢内筒安装的工作平台应得到设计院的认可,并在施工图上明确。这里选用226m平台作为安装平台。
4.2 钢筋砼外筒上安装施工用钢梁也应征得设计院的同意。
4.3 所有施工用的钢结构都应满足国家现行设计和施工规范的要求,并经检验合格后方可使用。
4.4 施工荷载的确定:单只钢内筒的基板重;470.53t,钛板重;21.41t,保温岩棉重46.00t,不锈钢外壳重;3.72t,单只液压千斤顶的重量2.2t,所配钢丝绳重6.0t,附件1.6t,不钧匀系数为1.25。
总重量:470.53+21.41+46.00+3.72+4×2.2+4×6.0+4×1.6=580.86t
根据以上荷载选用4只200t的国电电力建设研究所研制的CYT系列钢索式液压提升装置,每只液压提升装置的额定提升能力为200t。
每只液压提升装置的荷载:1.25×580.86/4=181.52t<200t,由此可见液压提升装置完全满足提升重量的要求。
4.5 利用钢筋砼外筒的(电动提模或液压提模)施工平台安装施工用钢梁,并经检验合格后方可使用。
4.6 安装226m安装平台和其他6层钢平台,检验合格进入下道工序。
4.7 安装4套液压提升装置,位置见工作平台平面图。穿钢索、与钢内筒的第一吊点连接。
4.8 液压提升装置进行系统连接后要进行荷载试验。荷载试验分空载试验、负载试验和应急试验三个部分。
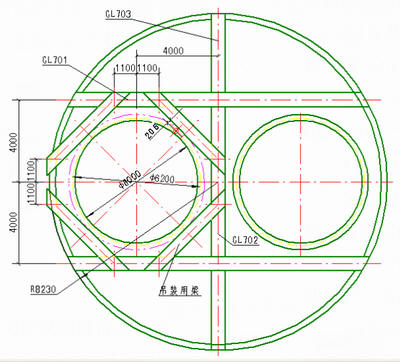
226m工作平台平面图
4.9 安装程序:
钢内筒的筒首保温外的不锈钢筒体分片吊装至12.475m平台――钢内筒标准节吊装进入平板输送车靠模内――送入烟囱底部钢内筒定位中心――液压提升装置带负荷升降进行对口调整(或手拉葫芦),点焊固定――校正合格――外环缝焊接,内环缝清根焊接(同制作焊接要求)――钛条的安装焊接――液压提升装置提升到下一标准段(4m)以上30cm左右――重复以上过程――钢内筒安装超出12.475m平台后进行保温――将顶部保温的不锈钢筒体在12.475米平台进行安装――待安装到150m后,液压装置带负荷下降将已装管段落到0m基础上,搁置平稳后将吊点1移至吊点2――液压装置带负荷上升,重复以上吊装过程――安装到60个标准段后, 调整内筒伸出钢筋砼烟囱外筒首(11m)――完工后,锁定液压提升装置――安装底脚螺栓――灌浆,混凝土强度达到后,液压装置拆除――进行钢烟道安装。
第二个钢内筒安装重复第一个钢内筒安装程序。
4.10 钢内筒组装焊接平台的设置:
钢内筒安装的标准节高度为4m,安装时必须搭设操作平台,在就位的钢内筒外面、筒体进出的通道处设置可移动的操作平台,组装完成后可方便的移开,钢内筒标准节就位时操作平台同步就位,其余位置搭设固定平台。筒内侧搭设拆装方便的操作平台,平台设置在小车上,钢内筒标准节就位时、安装操作平台,安装焊接完成后拆除,将小车拉出,进行下一节的安装。在12.475m平台上进行钢内筒的外保温时,在筒外侧四周搭设一圈操作平台。操作平台用钢管制作,操作平台既要牢固又要与钢内筒外壁脱离,不影响钢内筒的提升。为了保证下面钢内筒安装的安全,该平台下应设安全隔离层。
4.11 安装前先将第一吊点部分的不锈钢外筒用10t卷扬机提升至226m平台,等筒体提升至226m平台以上时,在226m平台上进行安装,其余的不锈钢筒体在12.475m平台进行安装。
4.12 钢内筒标准节安装的工艺流程:
4.12.1 利用液压提升装置的“带负荷上升”工况提升已经连接好的钢内筒体,超过4m约30cm。
4.12.2 将已经加工好的钢内筒标准节用轨道平板车运至烟囱0m的钢内筒的组装平台内,利用液压提升装置的“带负荷下降”工况使两节钢内筒段对口,然后进下一道工序。也可以使用手拉葫芦进行钢内筒上下对口。
4.12.3 对口完成后进行两节钢内筒焊接。
4.12.4 进行焊口防腐处理;进行筒体外部的保温层的施工。
4.12.5 重复上面的工艺流程,进行下节钢内筒提升、安装。
4.13 烟道与钢内筒的连接:
烟道和钢内筒接口部位先将该处的所有加固部件(特别是环向加强、竖向加强)全部安装完成,钢内筒底座灌浆结束、达到一定强度后,才可以开洞安装。
4.14 钢内筒吊装吊点的改变:
由于钢内筒要求超出钢筋混凝土外筒首,高度为240m。因此安装过程应至少使用两层吊点。用第一吊点完成钢内筒20节(80m)安装,然后安装第二吊点标准节。吊点环梁制作时应保证两吊点相距75m。当第一吊点提升超过150m平台,第二吊点超过75m平台后,方可在这两个平台上进行吊点转换。 吊点改变过程如下:
4.14.1 使用液压提升装置“带负荷下降”工况将钢内筒落到地面(必须对与地面接触的筒边采取保护措施);
4.14.2 在150m平台对已经安装及提升的钢内筒利用钢丝绳进行固定,保证不发生倾斜;
4.14.3 将钢索与第一吊点解列;
4.14.4 使用液压提升装置“带负荷下降”工况,将钢索的下锚头连接点下降到第二吊点并连接;
4.14.5 继续提升,安装钢内筒。
4.15 钢内筒与基础部分的连接:
基础部分底脚螺栓可预先与底部一节钢内筒筒体连接,再用小车运送到位进行安装。一只钢内筒安装全部结束后,基础的底脚螺栓就位,再安装止晃点,进行混凝土二次灌浆;如果在安装过程中出现筒体摇摆、晃动的现象,可用钢丝绳对筒体进行捆绑,用手拉葫芦在各层平台上固定。固定点设在筒体顶端和12.475m,并应同时进行固定止晃。
5. 制造和安装过程中应注意的几个问题:
采用液压提升装置提升钛钢复合板内筒方法顺利地完成了镇江电厂2×600MW机组的烟囱施工,但是施工过程中有些问题应该注意;
5.1 在卷制过程中应避免钛材表面的机械损伤,可将卷板机滚轴用软质材料包扎,施工现场可利用供货商的复合板包装的塑料薄膜包扎卷板机滚轴,如有局部伤痕、刻槽等影响耐腐蚀性的缺陷,可以修磨,但修磨后钛材的厚度(指复合板钛板厚度)不应小于允许的最小厚度,超出以上要求可采用补焊修复。
5.2 钛材打磨宜用橡胶或尼龙掺合氧化铝的砂轮,不应用打磨过钢材的砂轮,且打磨时不应出现过热色泽。
5.3 筒体焊缝处衬钛条前,应将对接焊缝内表面打磨平滑,不应有凸台或棱角以及影响衬里的其它缺陷,表面应保持光洁、干净。
5.4 在进行衬钛条时,应加强对其表面的保护,严防钢制胎具和工装夹具等将钛衬里表面拉毛、划伤和刻槽,且不应用铁锤敲击钛衬里表面。
5.5 在钛板层不得焊接临时固定件。
5.6 钛和钢等许多金属不能熔焊、钛在熔焊中严禁混入钢铁和其它金属。
5.7 在钛钢复合板基层(Q235B)焊接临时夹具或焊接永久性加固筋时,应控制层间温度在400℃以下,避免钛层氧化,一般采取焊接弱规范,即小电流,快焊速,不至于焊接热输入过大致使复层钛氧化。必要时可采取铜垫板冷却。
5.8 一根焊丝在焊接时,如遇中间停焊,应将受热焊丝的端部剪除10-20mm(因焊丝端部已在400℃以上暴露在大气中)氧化金属,再重新焊接。
5.9 钛焊缝和热影响区(或母材)的表面颜色判断是否合格和进行处理。
5.10 提升支承平台变形观测及节点检查:
在钢内筒安装过程中,支承226m工作平台的GL701、GL702梁的跨中,设置了3 个变形观测点,用水平仪定期进行观测,在第一、二吊点转换前后各增加一次观测,验证钢梁挠度弹性恢复情况,在荷载接近600t前,增加观测频次,并经常对GL701与GL702梁的连接焊缝进行检查。
5.11 钢内筒及吊点环梁检查:
钢内筒在提升过程中,由于吊点环梁的各连接件、焊缝的应力分布不均匀,吊点附近筒壁会发生变形,因此在吊点环梁上下6m处的保温层要在吊点拆除后再做,在安装过程中必须密切观察:连接件、焊缝是否出现变形和裂纹,吊点附近筒壁的变形发展情况等,发现异常情况,应及时采取措施。在第一吊点通过12m、40m、75m、110m、150m平台时,在第二吊点通过75m、110m、150m、平台时,都必须进行检查,尤其是第二吊点通过150m平台时及以后,必须增加检查频次,发现异常情况应立即采取临时安全措施,分析原因,确认故障排除后方可继续提升。
5.12 液压提升装置运行监测:
5.12.1 运行操作人员负责液压提升装置运行的日常监测,按《GYT-200(Ⅱ)型钢索式液压提升装置组装、使用与维护说明书》进行工作。重点关注:卡爪滑脱失效的征兆;仔细检查卡爪的工作情况,如发现卡爪与钢绞线的咬合面磨损严重或断裂,必须及时停机更换;检查每个卡爪的三个导向螺钉的牢固性,拧紧应一致。
5.12.2 千斤顶的使用和维护:
每组提升装置的主要组成部分包括:1台液压千斤顶、1台液压泵(含电气)、高压胶管6根、14芯控制电缆2根、上下锚头2副、钢索24(18根)、卡爪96副等。
1)卡爪是该装置的关键承力部件,使用寿命为:在100kN载荷的重复作用下,允许使用次数为600次,如小于100kN时,使用次数可增加。
安装卡爪时,要特别注意每个卡爪的三个导向螺钉的牢固性,拧紧后螺钉伸出的高度应一致,即12个卡爪的螺钉安装高度保持在同一水平面上。卡爪用于上下锚头和上下卡座的规格不同,严禁混用。
2)钢索的规格为φ15.24,公称截面积为138.61mm2,有左右捻向之分,破断力为267kN,每米理论重量1.091kg。不允许通过滑轮导向或在任何弯曲的状态下受力。每根钢索在100kN的额定载荷下,通过上下卡座为一次计,可以使用6次,如小于100kN,在检查表面无咬伤和松股的缺陷情况下可继续使用,使用次数视实际情况而定。钢索的安全系数为3.2。
钢索安装时,应一次性穿完,分两次预紧。吊装时每根钢索必须承载0.25t才能将钢索拉直,当有效工作绳数为24根,6t重力可以将钢索可以拉直。每段筒体重约8t,满足拉直要求。因此在0m时预紧12根,其余在12.475m平台预紧完。
钢索不允许露天放置,必须做好防雨防潮措施,防止占上污物、泥土,穿前做好清洁工作。
3)千斤顶与钢索竖立安装使用,允许误差为±0.5°。
4)电气控制台、液压泵站必须有防雨防尘防潮等措施,泵站和电控台壳体必须有可靠的接地保护。
提升装置的承载机构具有自锁性能,如施工吊装时电源中断,或其他特殊情况无法继续工作时,该装置可以承载悬停,但重物必须拉防风绳固定,悬停时间要尽可能短,否则有损卡爪寿命。
5.12.3 烟囱的防腐工作是一项细致而重要的工作,最好的防腐设计,最好的防腐材料, 没有好的防腐施工质量也是不行的,施工人员一定要加强质量意识、把好最后一道质量关。 | 

 于领先地位,并率先通过了国际质量体系认证。
于领先地位,并率先通过了国际质量体系认证。