|
火焰粉末喷涂技术的发展与应用前景
一、概述
众所周知,实现热喷涂工艺的方法有多种,按所采用的热源来分有火焰喷涂、电弧喷涂、等离子射流喷涂、气体爆燃喷涂等等;按喷涂材料的形态来分有粉状、丝状、棒状三种,其中火焰喷涂法可分别采用三种状态的材料,电弧喷涂只能采用能导电的丝状材料,而等离子喷涂和气体爆燃喷涂则只能采用粉状材料。几乎所有工程材料都可制成粉状,包括金属和非金属,而用于热喷涂的非金属材料又分为陶瓷和塑料两大类,由此看出,采用粉状材料的喷涂方法能喷涂的材料的种类最多,因而所形成的涂层的功能也最多。在所有热喷涂材料中,粉末材料始终占据着主导地位。
各种热喷涂方法均有各自的特点(包括优点和缺点),因而都需要不断的完善和发展,它们之间可以互相渗透(即为了获得某种涂层,在一定范围内可以用多种方法获得),但不可能相互取代。
火焰粉末喷涂,顾名思义,它是以氧气和燃料燃烧时的火焰作热源,以粉状材料作喷涂材料的一种热喷涂方法,由于很长一段时期以来几乎都是以氧-乙炔气作为燃烧气,故习惯上又称为气体燃焰粉末喷涂或干脆称为氧-乙炔喷涂。随着热喷涂技术的不断发展,燃料的种类也开始增多,比如丙烷、丙烯、氢气、煤气、石油气、天然气等等,现在更有用液体燃料者,如煤油,汽油,酒精等,但还未见到用固体燃料的报导。应该指出,不同的燃料所能达到的燃焰温度是不同的,究竟采用哪种燃料,就要从必要性、实用性、方便性和经济性来综合考虑。
常用燃焰的温度值
|
燃焰种 然气种类 氧 乙炔 氧 丙烷 氧 丁烷 |
氧 氢气 |
氧 煤气 |
氧 - 天然气 |
|
燃焰温度 3100 ℃ 2700 ℃ 3100 ℃ |
2700 ℃ |
2000 ℃ |
1600 ℃ |
由于氧-乙炔焰的温度最高,且乙炔气的来源最为普遍,所以在绝大多数情况下都是采用氧-乙炔焰作热源,市面上的喷枪大多也是按采用氧-乙炔焰的要求来设计制造,当需要采用其它燃料时,只需改变燃气体通道的尺寸即可。火焰粉末喷涂作为热喷涂领域中应用最广的方法之一,与其它热喷涂方法相比有哪些优缺点呢?
我们先来看它优点:
1、设备简单。常规的氧-乙炔喷涂设备仅为一支喷枪,且不需要什么外围设备,只需接上氧气、乙炔气便可工作。后期出现的高性能的喷涂设备,则需增加压缩空气或其它惰性气体的供应部份,如小型空压机或气瓶。所有设备投资费用较其它喷涂方法都要少得多,操作费用也很少。
2、操作简单方便灵活。通常情况下仅需一人操作,且不受施工场地的限制。
3、由于采用粉状材料,所以具备了粉末喷涂的特点,即材料来源广,包括金属、陶瓷、塑料以及由它们形成的复合材料,因此能获得的涂层种类也很多。
4、火焰粉末喷涂还可以很容易的实现喷熔工艺,从而获得冶金结合的涂层。柑比之下,等离子喷熔工艺不仅成本高得多,而且受到零件形状尺寸的限制。
火焰粉末喷涂的缺点主要表现为,燃焰温度相对较低,因而不能喷涂熔点接近燃焰温度的材料,一般来说熔点超过2800℃的材料便不能用火焰喷涂方法了,但在常用喷涂材料中,毕竟是极少数;另一缺点是常规火焰粉末喷涂工艺的气流速度低,因而粒子的飞行速度也是各种热喷涂方中最低的,这便是导致涂层的结合强度低,而气孔率高的最大缺点,当然高的气孔率有时则是我们所需要的。
二、火焰粉末喷涂技术的发展方向
要进一步提高火焰粉末喷涂工艺的性能,就是要充分发挥其原有的优势,尽量挖掘它的潜在能力。要做到这些,笔者认为应从三个方面入手,首先就是要极大限度的提高燃焰的燃烧效率,我们知道‘燃烧’是氧气和燃料间产生的化学反应,这个反应是在很短的时间内发生的,反应的完全与否决定了燃焰温度的高低;二是要尽量提高燃焰的功率,即提高燃焰的热能;三是提高焰流的速度,有了高速的焰流才能获得高的粒子速度。概括起来就是从高效、高能、高速这‘三高’上着手来设计喷枪。
●高能火焰喷涂
过去的喷枪一般均未强调效率和能量的提高,实际上高能火焰喷涂与常规火焰喷涂也没有本质上的区别,只是在设计喷枪时着重考虑到尽可能提高燃焰的燃绕效率和功率这两个因素罢了,也就是使燃焰的温度和能量得到提高。而燃烧效率和功率的提高是与喷枪的进气方式和混气方式以及喷嘴的尺寸有关的。目前喷枪的进气和混气方式大约有以下三种,即射吸式进气,直通孔道混气结构,如卡斯特林型及仿造型喷枪;等压式进气,环形槽混气(虹吸管),如美科的5P、6P型喷枪;射吸式进气,螺旋式混气,如CP系列喷枪。
下面是当前三种典型的进气和混气方式的示意图:

三种不同的进气和混气方式
从示意图不难看出,第一种结构简单,可以在较低的燃气压力下工作,这对于那些还在使用乙炔发生器的用户是有利的,但因没有专门的混气结构,因而燃烧效率不高;第二种结构必须使用较高的燃气压力,这对于已经普遍采用瓶装燃气的今天是没有什么困难的,环形的混气结构提高了燃烧效率,但因对气流的阻力较大,因而气体流量的增加受到限制,故功率的增加很有限;第三种结构除采用射吸式进气外,螺旋式的混气通道,既增加了混气路线的长度,又没有增加流体阻力,因而燃烧效率和功率都能同时得到提高,这就是CP型高能喷枪能较容易的实现氧化锆等高熔点材料喷涂的关键所在。
通过对玻璃试片的喷涂,可方便地认定所喷材料是否熔化、是否变形,不熔化的就根本不能喷涂,只熔化未变形的,虽能喷涂但气孔率极高,通常也不能应用,除非有特殊要求,只有既熔化又变形的才可得到高质量的喷涂层。下面就是不同喷枪喷涂不同材料在玻璃试片上的照片
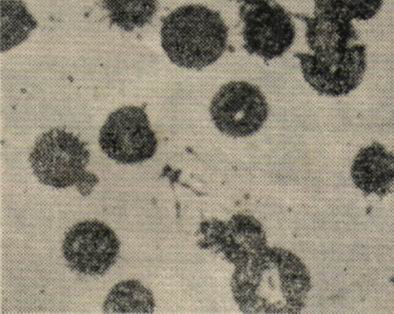 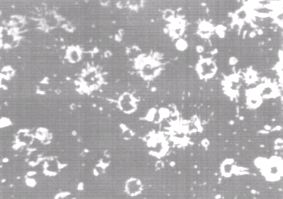
常规火焰喷涂Al2O3的玻璃试片 CP-D3型喷枪喷涂ZrO2-Y2O3(空心微球)的玻璃试片
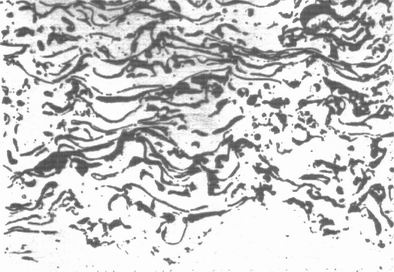 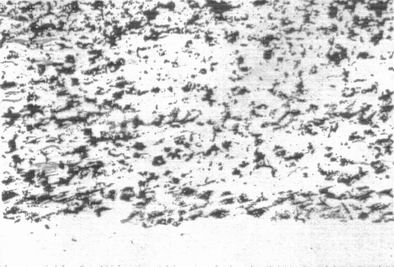
CP-D3 喷涂镍包铝的金相照片 ×200 CP-D3 喷涂Cr2O3的金相照片 ×200
CP-D3喷涂ZrO2阶梯涂层断面的金相照片 ×200
通过以上试验证明高能火焰粉末喷涂完全能成一些过去被认为只有等离子喷涂才能完成的高熔点材料的喷涂工艺,当然熔点超过2800℃材料就困难了,但在实际中很难用到这类高熔点的材料。
| 

 于领先地位,并率先通过了国际质量体系认证。
于领先地位,并率先通过了国际质量体系认证。